



联系我们

当前位置:
融拓金属材料(邵阳市大祥区分公司) >大祥当地今日热点
精密钢管30CrMnSi精密管实体厂家大量现货
更新时间:2025-08-18 22:11:29 ip归属地:邵阳,天气:晴转多云,温度:25-35 浏览次数:2 公司名称: 融拓金属材料(邵阳市大祥区分公司)
以下是:邵阳市大祥区精密钢管30CrMnSi精密管实体厂家大量现货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 7/kg |
| 发货期限 | 3-5天 |
| 供货总量 | 8988896 |
| 运费说明 | 电议 |
| 产品材质 | 齐全 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 适用领域 | 机械 化工 建材 |
| 产地 | 山东 |
| 材质 | 45# |
| 品牌 | 融拓 |
| 范围 | 精密钢管30CrMnSi精密管供应范围覆盖湖南省、邵阳市、大祥区、双清区、北塔区、邵东市、新邵县、隆回县、洞口县、绥宁县、新宁县、武冈市等区域。 |
以下是:邵阳市大祥区精密钢管30CrMnSi精密管实体厂家大量现货的图文视频




【融拓】业务覆盖多元场景,提供以下产品和服务:新邵冷拔无缝钢管、邵东40Cr无缝钢管、双清合金无缝钢管等。精密钢管30CrMnSi精密管实体厂家大量现货,融拓金属材料(邵阳市大祥区分公司)为您提供精密钢管30CrMnSi精密管实体厂家大量现货,联系人:张经理,电话:【13256608669】、【13256608669】。 湖北省,邵阳市,大祥区 大祥区东西宽21.8千米,南北长18.3千米,总面积214.66平方公里。属中亚热带季风湿润气候,主要河流有资江,邵水、雨溪。矿藏有砂金、铁锰、无烟煤、大理石、石灰石等。全区辖11个街道、1个镇、2个乡。区政府驻城南街道敏州西路,距市政府驻地3千米。大祥区境内旅游资源丰富,重点文物保护单位有宝庆古城墙、蔡锷故居2处。
精密钢管30CrMnSi精密管实体厂家大量现货的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:邵阳大祥精密钢管30CrMnSi精密管实体厂家大量现货的图文介绍

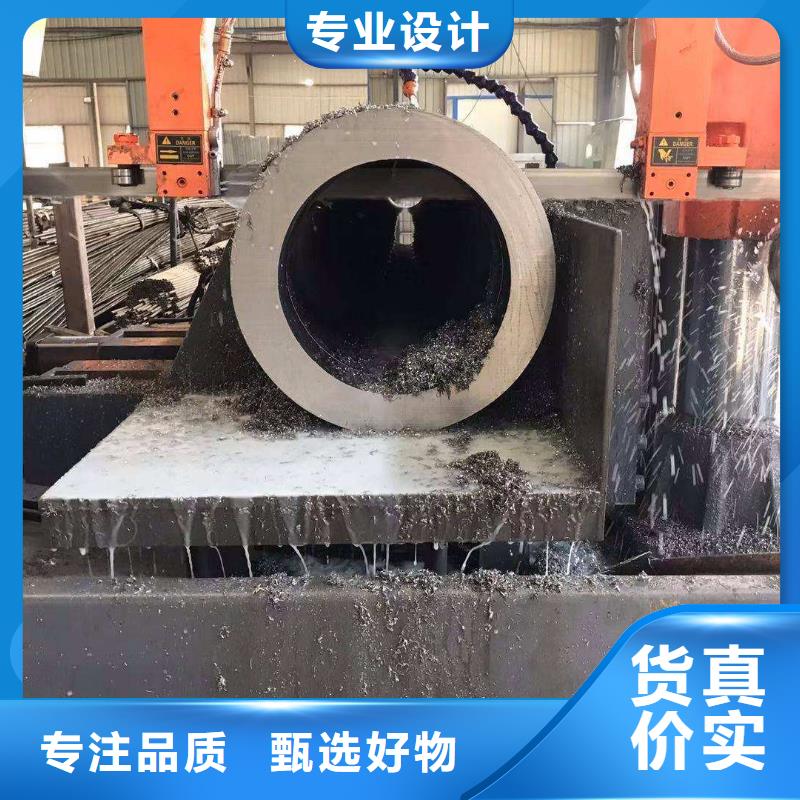
精轧管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精轧管得到非常好的保护了,对精轧管进行除锈,在给精轧管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精轧管表面松动或翘起的铁锈。对精轧管的表面进行清洗,在对精轧管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精轧管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。

精轧管技术包括连轧、精轧管、三辊轧管、CPE顶管、挤压管等。其中20#精轧管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。



融拓金属材料(邵阳市大祥区分公司)衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 耐磨板产品,欢迎来人来电、来函洽谈!


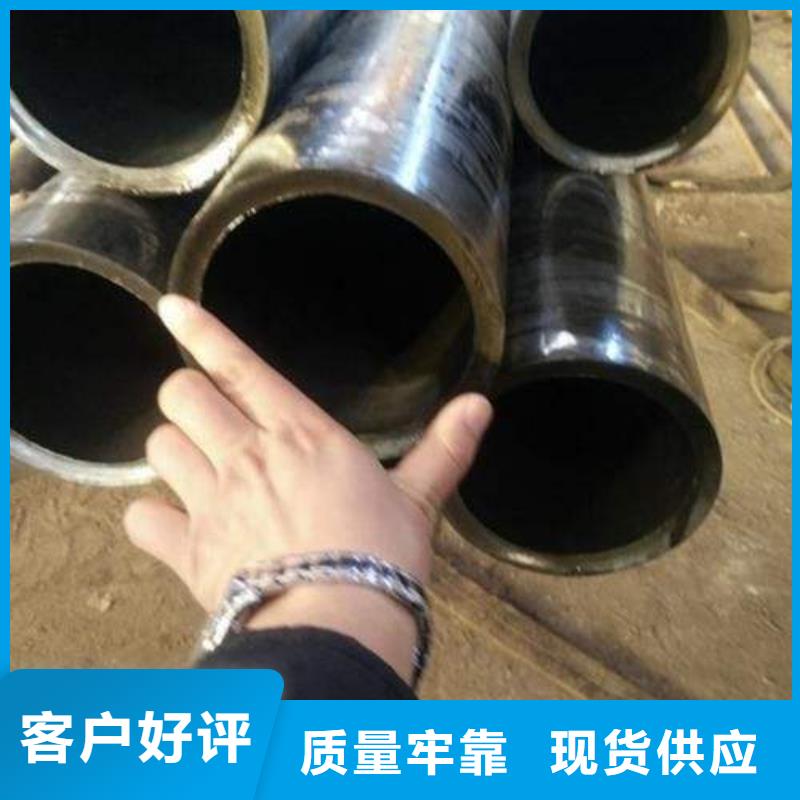
一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。



精密钢管30CrMnSi精密管实体厂家大量现货_融拓金属材料(邵阳市大祥区分公司),固定电话:【13256608669】,移动电话:【13256608669】,联系人:张经理,经济开发区东昌东路当代大厦。